Mint mindenki tudja, a csatlakozók műanyag tokokból és csatlakozókból állnak.Mi a folyamata a műanyag tokok, kivezetések elkészítésének, majd a csatlakozókba való összeszerelésének?Ez a cikk bemutatja a csatlakozó gyártási folyamatát.

1, bélyegzés
Az elektronikus csatlakozók gyártási folyamata általában a tüskék bélyegzésével kezdődik.Az elektronikus csatlakozókat (tüskéket) vékony fémszalagokból nagy, nagy sebességű prések nyomják.Egy nagy tekercs fémszalag egyik végét a lyukasztógép elülső végébe táplálják, a másik végét a lyukasztógép hidraulikus asztalán keresztül a hengerszíj kerékbe tekerik, és a hengerszíj kerék kihúzza a fémszalagot és kigörgeti a kész terméket.
2, galvanizálás
A csatlakozótüskét a bélyegzés után a galvanizáló részhez kell küldeni.Ebben a szakaszban a csatlakozó elektronikus érintkezési felülete különféle fémbevonatokkal van bevonva.
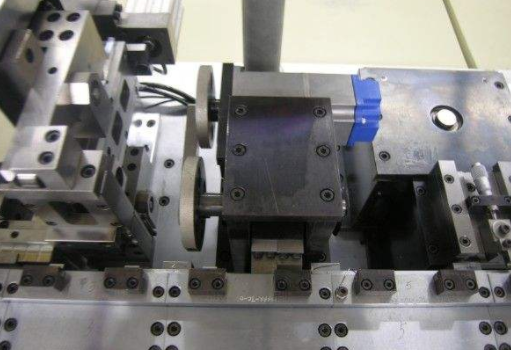
 3, injekció
3, injekció
Az elektronikus csatlakozó műanyag doboztartója a fröccsöntési szakaszban készül.A szokásos eljárás során megolvadt műanyagot fecskendeznek be fémmembránokba, amelyeket azután gyorsan lehűtenek.Az úgynevezett „szivárgás” akkor következik be, amikor az olvadt műanyag nem tölti ki teljesen a membránokat.Ez egy tipikus hiba, amelyet a fröccsöntés során ellenőrizni kell.Egyéb hibák közé tartozik az emelő megtöltése vagy részleges eltömődése (amelyet tisztán kell tartani, és szabadon kell tartani a csap megfelelő behelyezése érdekében a végső összeszerelés során).A fröccsöntés utáni minőségellenőrzésre használt gépi látórendszer viszonylag egyszerű, mivel a háttérvilágítás könnyen azonosítja a doboz üléseinek szivárgását és a dugaszdugókat.
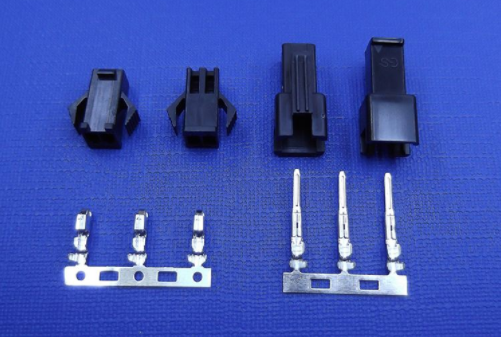
4, a szerelvény
Az elektronikus csatlakozó gyártás utolsó szakasza a kész összeszerelés.Kétféleképpen csatlakoztathatja és bedughatja a galvanizált csapokat a befecskendeződoboz-ülékkel: egydugós vagy kombinált dugós.A külön beillesztés egy csap minden egyes behelyezésére vonatkozik;Több csap kombinációja egyidejűleg a dobozüléssel.A behelyezési módszertől függetlenül a gyártó előírja, hogy az összeszerelési szakaszban minden csapot meg kell vizsgálni szivárgás és helyes elhelyezés szempontjából;A rutin ellenőrzési feladat egy másik fajtája a csatlakozó érintkező felületén lévő távolság mérésével kapcsolatos.
 A fenti a csatlakozó gyártási folyamata, bár több százezer csatlakozómodell van ennyi, de a csatlakozó gyártása nagyjából egy ilyen lépés.
A fenti a csatlakozó gyártási folyamata, bár több százezer csatlakozómodell van ennyi, de a csatlakozó gyártása nagyjából egy ilyen lépés.
Feladás időpontja: 2022.02.12